超音波のパイオニア 日本アレックス
超音波洗浄で重要なのが、ターゲットの汚れに対して、どの周波数を選び、どの程度の出力を選択するか?となります。では具体的に超音波洗浄における周波数や出力はどのように選べば良いものなのでしょうか?ここでは超音波洗浄における重要なパラメーターである周波数や出力の意味合いを説明します。
※超音波キャビテーションがどのようなものか?を知りたい方は、技術資料”超音波洗浄機とは?”もご確認ください。
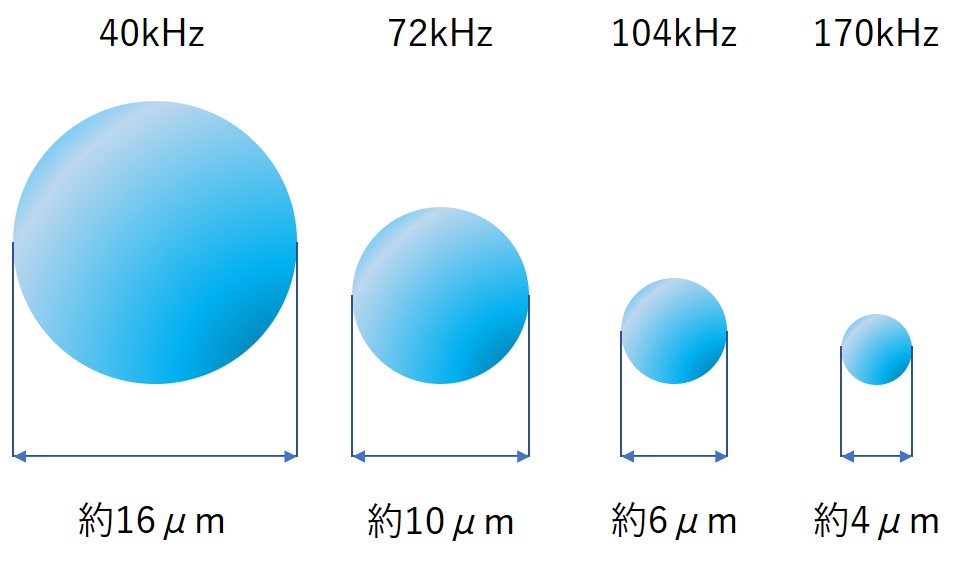
A. 40kHz – 約16μ
B. 72kHz – 約10μ
C. 104kHz – 約6μ
D. 170kHz – 約4μ
まずは周波数についてですが、超音波洗浄において周波数を変えると、発生するキャビテーションの核の大きさが変わります。
28kHzなど超音波の周波数が低いとキャビテーションの核の大きさは大きくなり、大きなキャビテーションは、衝撃が強く強い力が必要なカーボン、スケール、研磨材や油脂汚れの除去等に向いています。また、大きな汚れ(パーティクル)に有効です。
反面、周波数が高いとキャビテーションの大きさは小さくなり、その洗浄力は一般的に小さい物になりますが、精密部品洗浄における小さな汚れ(パーティクル洗浄)に対しては低い周波数のものよりも効果が高くなります。
又、ダメージの観点からも適正な周波数を選択することは重要です。材質によりますが、衝撃力が大きく低い周波数は時に製品に傷やクラックを生じてしまいます。
発振周波数は、キャビテーション核の大きさを決める要因となり、キャビテーションの発生量については超音波の出力と周波数により決まる要因となります。この2つのパラメーター(周波数と出力)を適正に選択する事が超音波洗浄において非常に重要となります。
超音波洗浄器の中には、発振周波数を変動させる事で、様々な汚れに対応した装置がありますが、周波数を様々に切替える事は、特定の大きさの汚れ〈パーティクル〉に対しても有効になります。
キャビテーションのサイズは、汚れ除去とダメージの相互関係となります。一般的に低周波の28kHz、40kHz等のキャビテーション洗浄は衝撃力が強力な為に、頑固な汚れや層が厚い汚れに対して有効です。反面その強い衝撃力はワークを傷つけてしまう可能性が有り、基板洗浄やレンズの洗浄等では事前に確認等を行う必要があります。材質的には、ガラスやセラミック等、衝撃に弱くクラックを引き起こすワーク、又、アルミ、銅や金等の軟質金属の場合は表面傷に注意する必要があります。
このようなときに有効なのが104kHz、170kHz等、比較的波長が短く衝撃力が弱い周波数です。ただし、洗浄力自体が不足する可能性もあるので、40kHz等の周波数を短時間使用し、その後72kHz、104kHz、170kHz等の周波数を使用する事で効果的な洗浄結果をもたらすケースも少なくありません。
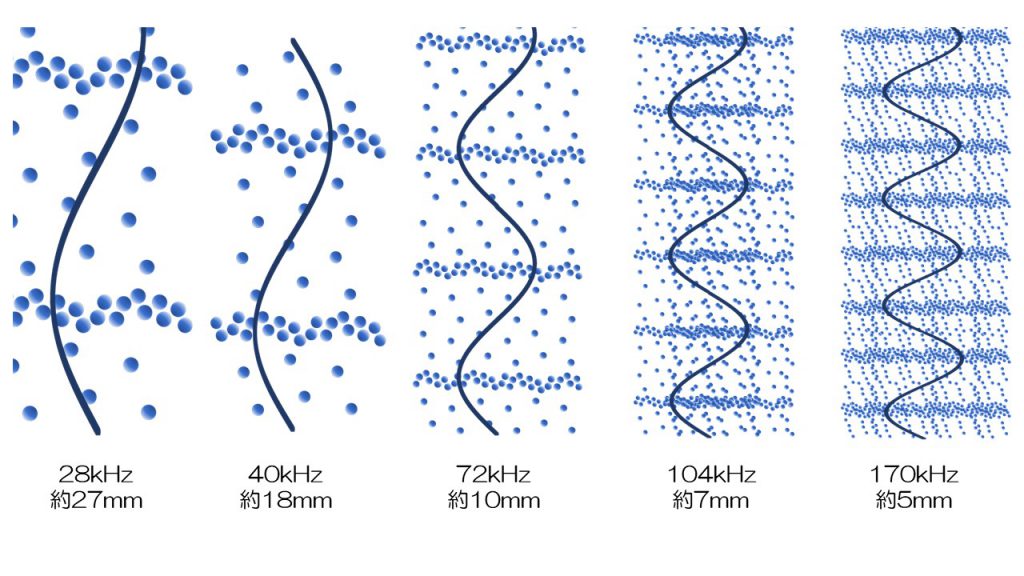
定在波とは各周波数で半波長(1波長の1/4と3/4波長部分)毎に負圧状態が最も強いためにキャビテーションが帯状に発生するポイントです。この為、周波数と定在波の関係については周波数が低くなればなるほど定在波の間隔が広くなると言えます。現実にはワークや壁面などの反射影響があるのですが、この定在波を有効に使用すると効果的な洗浄が可能になります。ただし衝撃力に弱い精密ワークに対してはこのキャビテーション密集部分が致命的なダメージになる場合もあります。
水を使用している場合、前述のように定在波の間隔は使用する周波数によって異なり、凡そ40kHzで18mm程度、72kHzで10mm、104kHzで7mm、170kHzになると5mm間隔となるため多周波を使用したり、高周波を使用する方が低い周波数のみで洗浄するよりむらの無い洗浄が可能になります。
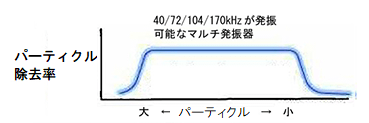
パーティクル洗浄における超音波周波数とパーティクルサイズの除去率についてですが、パーティクルの除去効果は超音波周波数に影響される傾向が強く、そのパーティクルサイズから効率的な周波数を選定する傾向が特にハードディスク業界等では広くとられています。
40kHz-10~30μ 72kHz-5μ~20μ 104kHz-3μ~10μ 170kHz-1~5μ
上記はそれぞれの周波数が最も効果的に除去できるパーティクルのサイズとなります。


周波数の異なる超音波を組み合わせることにより効率的なパーティクル除去が可能となる為、最近の洗浄工程では数種の周波数が使われる事が多くあります。弊社のマルチソフトシリーズは7つの周波数の切替えが可能な為、非常に広範囲のパーティクルに有効なユニットとなります。
超音波周波数はキャビテーションの大きさを決める要因ですが、超音波の出力もキャビテーションの発生源と数を決める重要な要因となります。特に初期設定での出力(何ワットの超音波を選ぶか)は超音波振動子の数に依存します。振動子の数は、振動を発生させる場所が多いか少ないかとなり、面積に対して出力が少ないと洗浄ムラの原因になり得ます。また、液体の負荷に負けて振動し難くもなるので、出力については適正に選択する必要があります。
また、発振器には出力の調整が出来るものが多く、この調整では振動子の振動の幅(振幅)を大きくしたり小さくしたりの調整をしています。キャビテーションの密度を決める要因にもなりますので、発振器の出力調整により適正な出力に設定することも大事です。
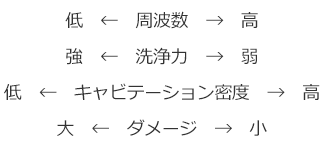
周波数の高い低いによる洗浄力、キャビテーション密度、ダメージの大小の関係は上のような関係となります。このように周波数の違いにより洗浄の性格が異なります。周波数を製品、汚れの種類、サイズなどから選択、又、組み合わせることにより今までの超音波洗浄方法では困難であった洗浄も可能となりつつあります。
弊社の販売するマルチソフトシリーズは上記コンセプトを基に設計開発されました。様々な製品や汚れに対応する為に7つもの周波数や出力を選択、組み合わせしてワークの特徴に合せたレシピをプログラムする事が出来ます。またそれに加え、半導体硝子、セラミックスなどの硬く衝撃にもろい製品に対して有効なデュアルスイープ発振、コンタミの再付着防止に役立つアップスイープ機能も搭載したハイスペックモデルとなっております。