超音波のパイオニア 日本アレックス
樹脂と異種材料を接合する技術として、赤外線カシメを紹介します。
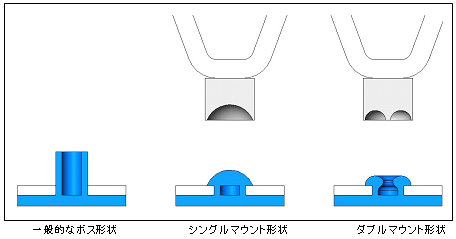
樹脂と異種材料(特に樹脂と容易に溶融しない材料)の接合方法の一つとして熱可塑性樹脂の一部を熱により変形させ、基板・ガラス・金属・樹脂等と固定させる樹脂カシメがあります。
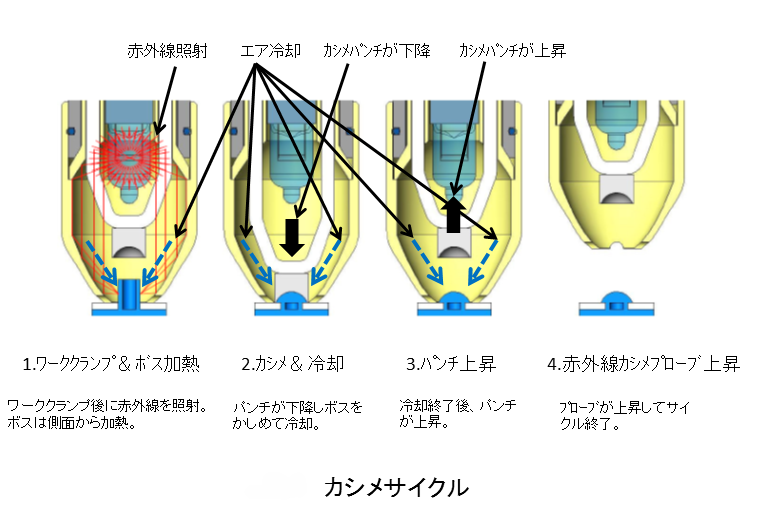
樹脂カシメの工法は、直接的な接触熱で加熱したり、摩擦熱により加熱する方法が一般的です。赤外線カシメ技術とは、赤外線エネルギーを集光させて非接触で樹脂ボスのカシメを行う技術です。
赤外線を発生する熱源によって樹脂を加熱、溶融させるものではなく、赤外線エネルギーを集光させることによって溶融する樹脂部分のみを均一・効率的に加熱するのが特徴です。
近年ますます高機能プラスチックや炭素繊維強化樹脂(CFRP)などの軽量で高強度の樹脂が多く使用され用途も年々広がりを見せております。このような樹脂は強度がある反面加工における課題点として加工がし難く、従来工法では強度が安定しない等の問題も生じておりましたが、赤外線カシメ工法では多くの実績が有り、熱や振動による製品のダメージの解消、ランニングコストの削減、仕上がり強度と安定性の改善を実現させる事が可能な工法として使用されています。
赤外線カシメ装置は、今後さらに多種多様な産業用樹脂カシメ製品のニーズに応え、様々な分野に普及していくことが期待されています。
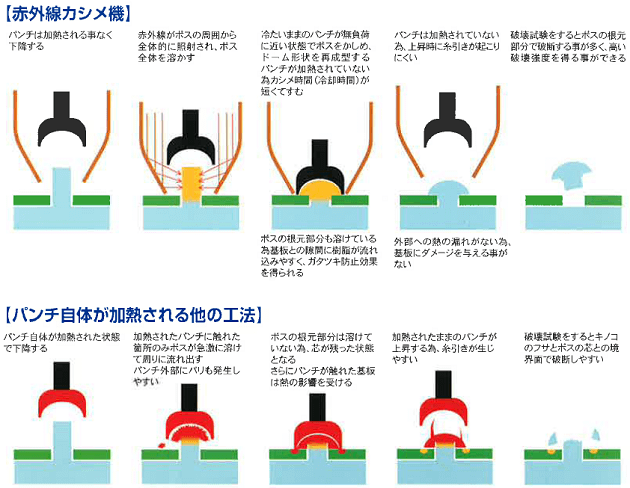
ボス箇所のみが局部的に加熱されるので、製品に与える熱のダメージがほとんどありません。また、超音波カシメのように振動も無いので、実装基板等の衝撃に弱い他の部品の損傷や、意匠面側への傷、ダメージの心配がいりません。
樹脂に含有するガラスや炭素繊維含有率が高いものでも対応が可能です。特に超音波溶着や超音波カシメ工程などでクラックが出やすい製品でも赤外線カシメではダメージ無く安定した強度で締結が可能です。
赤外線カシメは樹脂のボスを加熱して軟化、リベット形状への成形を行う為、製品の固定に他の部品や接着剤等を必要としません。赤外線カシメプローブ1本あたりの消費電力は赤外線照射中のみなので、他工法と比較して、消費電力を抑えることができます。
赤外線カシメ装置は、電源を入れるとすぐに使用可能で、一般的な熱カシメ機のようにヒーターの温度上昇を待つ必要がありません。また、パンチ工程時も常温のパンチ(成形具)で樹脂を固定するので、短時間での成形部冷却が可能になり、熱カシメ等に比較してサイクルタイムを短縮することができます。
ボスにストレスをかけずに加熱・軟化させてカシメを行うため、樹脂突起部を均等に加熱する事ができ、高いカシメ強度と安定性を得られます。特に熱カシメ、超音波カシメ工法等と比較した場合、大幅に強度アップを得ることも可能です。
光を集光させて赤外線で樹脂を加熱するため、加熱中の赤外線カシメプローブ部は触っても熱くない程度です。火傷や発火の危険性がありません。
赤外線カシメで使用するコントローラーは、1台で最大24ヶ所までカシメポイントを個別に制御することが可能です。それぞれの赤外線カシメプローブを個別に制御できるため、ボスの径や材質が異なっていても同時に加工を行う事ができます。
赤外線カシメプローブ内部は冷却エアによる加圧状態とされており、樹脂溶融時のガス拡散、カシメ部への異物混入を防ぐ構造となっています。また、非接触状態でボスを加熱軟化させるため、樹脂粉の飛散や糸引きの発生が無く、ワークも装置も清潔に保つことができます。
| 赤外線カシメ | 超音波カシメ | 熱カシメ | |
| 熱のダメージ | ◎ | ◎ |
× (熱源がある) |
|---|---|---|---|
| 衝撃によるダメージ | ◎ |
× (振動を与える) |
◎ |
| 意匠面へのダメージ | ◎ |
× (振動を与える) |
△ (熱によるヒケ) |
| 対応可能な製品の限定 |
× (色に左右される) |
〇 | ◎ |
| ボスの変形 | ◎ |
× (加圧による座屈) |
〇 |
| カシメ部の外観状態 | ◎ |
△ (樹脂粉飛散) |
〇 |
| 装置起動時間 | ◎ | ◎ |
× (ヒーター加熱時間) |
| サイクルタイム | △ | ◎ | × (長い冷却時間) |
| 消費電力 (カシメサイクル時) |
〇 | 〇 |
× (ヒータ消費電力大) |
| 消費電力 (待機中) |
◎ | ◎ |
× (ヒータ温度維持) |
| 消費エア | △ | 〇 |
× (冷却エア消費大) |
| 安全性 | ◎ |
△ (発振中のホーン) |
× (火傷、発火、発煙) |
| 装置コスト (カシメ点数=1カ所の時) |
× (コントローラが高価) |
△ | ◎ |
| 装置コスト (20点同時カシメの場合) |
〇 (コントローラ1台で24ケ所対応) |
× (振動子と発振器は原則1:1) |
〇 |
| 保守部品のコスト |
◎ (ランプのみ) |
× (ホーン、振動子が高価) |
△ |
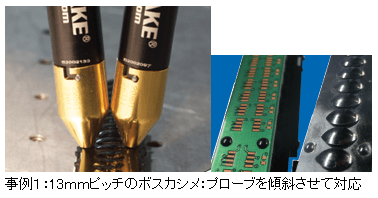
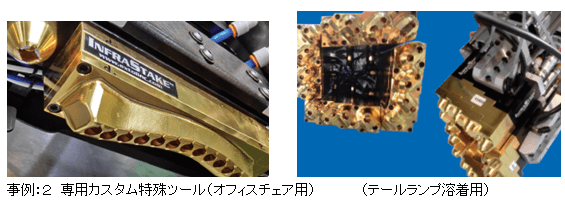
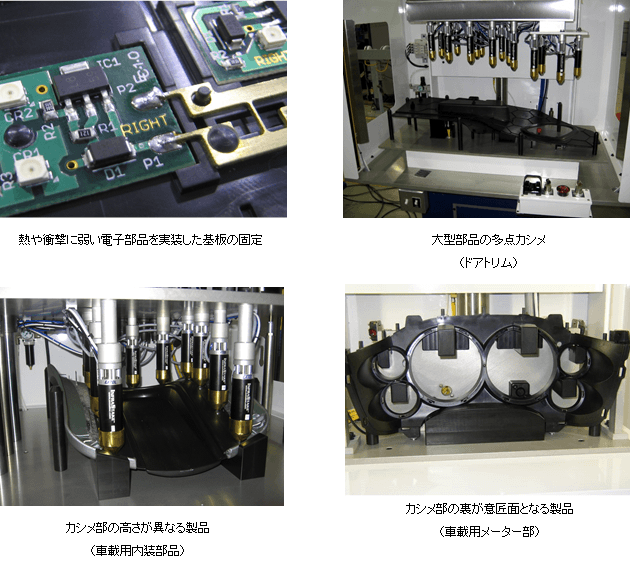
赤外線カシメに適したアプリケーションの一例を示します。
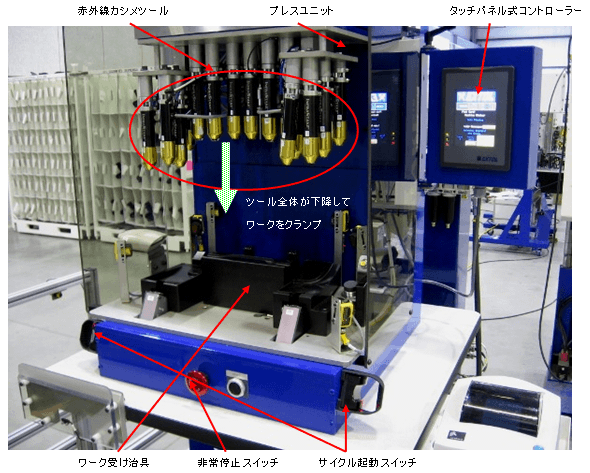
標準的な赤外線カシメ装置の一例を示します。