超音波のパイオニア 日本アレックス
樹脂のステーキング(カシメ)にはいくつかのアプローチがあります。
熱を樹脂突起部に押し当て伝達熱によりハンダごてのような要領で、直接熱を樹脂の突起部に押し当て、樹脂部を溶融した後に冷却を行い固定化させる熱カシメ。超音波振動による摩擦熱を使い、樹脂を加熱固定する超音波カシメ。 放射熱を利用する方法として、赤外線を樹脂突起物に当てて樹脂部を溶融した後にあらかじめ冷やしたパンチを使い、樹脂を固定する赤外線カシメなどの方法があります。このページでは主に超音波カシメの方法についての解説を行います。
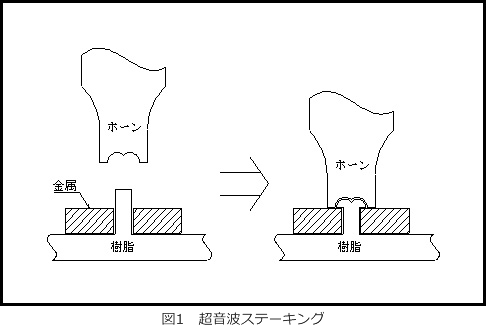
超音波ステーキング(カシメ)は、金属と樹脂、または溶着性のない異材質の樹脂同士を、図1 のように樹脂側へ設計したボスの頭部を超音波振動によってホーン先端形状へ合わせて溶融させ、その後再凝固させて金属または樹脂を固定する方法です。
下の図1 では、ホーン先端の中央部に超音波エネルギーを集中させ、ボスの中心部から樹脂全体を溶融し、ホーンと同じような中心がくぼんだドーム形状に固めて金属を固定するタイプです。
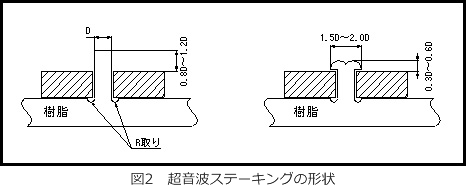
下の図2 は代表的な超音波ステーキングの設計寸法を表しています。
樹脂のボス径“D”に対し、金属をはめ込んだ後のボス突出部の高さは約0.8D ~ 1.2D 程度とし、通常は1.0D 程度にすると良好な結果を得ることができます。 ボスの高さが高すぎる場合、超音波振動と加圧力によってボスが倒れたり座屈することがあります。
カシメ終わった仕上がり形状は、ボスの高さが0.3D ~ 0.6D 程度、外形は1.5D ~ 2.0D 程度になるようにホーンの先端形状を設計します。
ボスの外形と金属の穴径とのクリアランスは、出来る限り小さくした方がカシメの状態が安定し、カシメ強度も得やすくなります。
ステーキング中にボスの根元が超音波振動によって溶けたり座屈する場合は、根元部にR やテーパーを設け、コーナー部における応力集中を避ける必要があります。
ステーキングするボスが1 箇所の場合、超音波振動によってワークが回転したり、位置ズレが発生しやすい為、予め位置決め用のガイドを設けるか、2 ヶ所以上の複数ポイントでステーキングをするのが望ましいです。
下の図3 ~図6 は超音波ステーキングの応用例です。
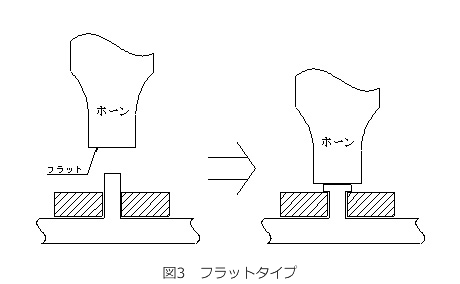
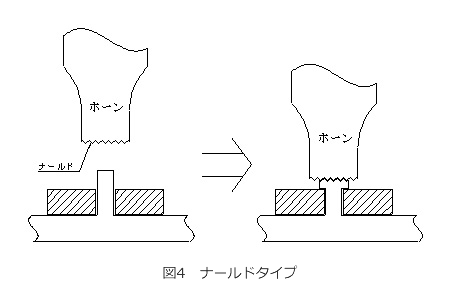
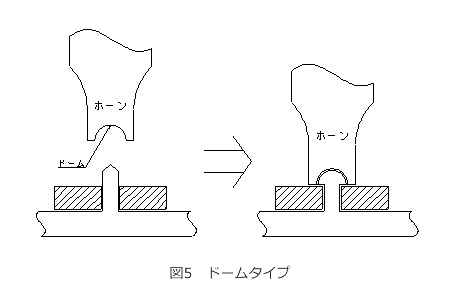
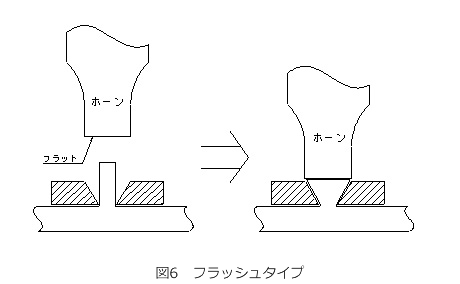
図3:フラットタイプと図4:ナールドタイプのタイプは、ボスの位置決めがしにくいワークの場合や、ボスの径が比較的小さい場合に使用されます。 図5:ドームタイプは、樹脂の材質が硬くもろい場合に、超音波振動により飛散させずカシメを行う際に使用されます。