超音波のパイオニア 日本アレックス
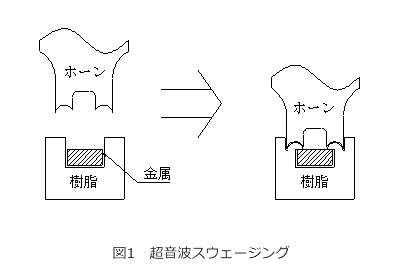
超音波スウェージングは、樹脂と金属、または溶着性のない異材質の樹脂同士を、ステーキングと同じように樹脂側をホーン先端形状に合わせて溶融させて金属などを固定する工法です。
図1はホーンの先端を鋭利な形状にし、超音波振動によって樹脂の内壁を溶融し、ドーム形状に変形させて内部の金属部品を固定しています。
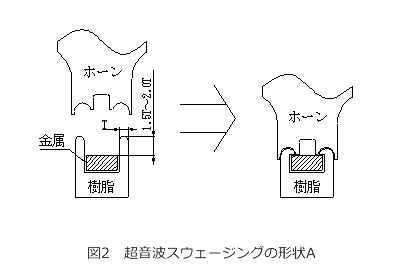
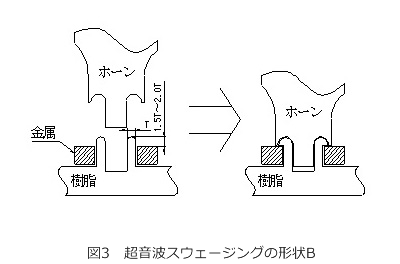
下図は代表的な超音波スウェージングの設計寸法を表しています。
スウェージングする樹脂の板厚“T”に対し、金属を入れた状態における板の飛び出しの高さは1.5T~2.0T程度が良好です。 板の先端はR取りを行い、スウェージング時にバリが発生しにくいようにします。
板厚は通常1.0~2.0mm程度で、スウェージングによって倒しこむ量は通常2.0mm以下にします。