超音波のパイオニア 日本アレックス
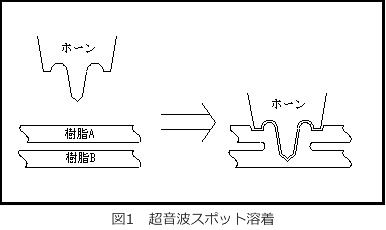
超音波によるスポット溶着は、超音波ジョイントデザインを施していない板状の樹脂を2枚に重ねた状態で、先端に樹脂へ差し込むボスと流れ出た樹脂を溜めるドームを加工したホーンを超音波振動と加圧によって樹脂を溶融させながら押し込み、点付けの溶着(スポット溶着)を行うものです。
下図1では上側の樹脂板Aを最初に溶融し、更にホーンを樹脂Bの板厚の1/2程度の深さまで押し込み、AとBの樹脂板を溶融させて接合します。
スポット溶着を行う場合、2枚の樹脂板に溶着用のジョイントデザインを施す必要はありません。
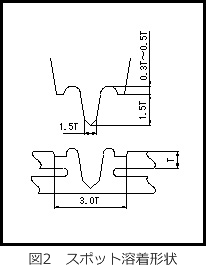
ホーン先端の形状を板圧“T”に対してボス径を1.5T程度にし、ボスの高さも1.5T程度の円錐形状にします。樹脂溜りとなるドームの深さは0.3T~0.5T、全体のスポット径を3.0T程度にするのが適当です。 板厚は通常1.0~3.0mm程度が標準です。