超音波のパイオニア 日本アレックス
図1は超音波溶着用のジョイント設計を施していないフラット面に、超音波振動を与えた場合の状態を表しています。 このようなフラット面同士の溶着を行うと、樹脂の溶け出し位置が不均一になってしまい、均一且つ安定した溶着強度を得ることができません。 同時にグラフからも分かるように、溶着部の発熱温度上昇は鈍く時間がかかり、効率が悪いだけでなく、樹脂の劣化をもたらす事にもつながります。
図2は超音波溶着用のジョイント設計を施した面に超音波振動を与えた場合の状態を表しています。 樹脂の溶け出す位置は、常に三角形の頂点になり一定化し、均一な溶融状態をもたらすことができ、また安定した溶着強度を得ることが可能になります。 グラフにおいても溶着部の発熱は急激で、短時間での溶着が可能となる為、樹脂の劣化も起きにくくなります。
このような超音波溶着用の三角形のリブを「エネルギーダイレクター」(ED)と呼び、超音波振動がこの部分に集中的な伸縮運動を起こさせ、樹脂溶融温度まで極めて短時間で発熱し、効率良く溶着を行わせることが可能になります。
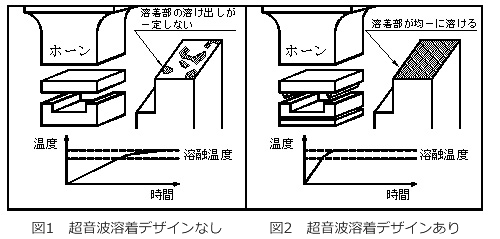
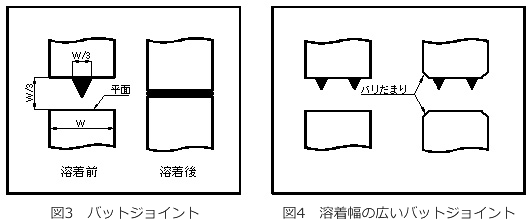
図3はバットジョイント(平面上)にエネルギーダイレクター(以下ED)を施したジョイント図です。
EDの大きさは溶着幅や必要とする強度によって変化します。 溶着幅に対しEDが小さすぎると溶着幅の両端まで十分溶融できず、強度を得ることができません。 逆に溶着幅に対してEDが大きすぎると溶融した樹脂がバリとなってはみ出してしまい、外観的な不良を起こしてしまいます。 従って図3に示すように、溶着幅であるWに対し、EDの大きさは、高さ=W/3、幅=W/3程度とするのが一般的です。
但しこの式は溶着幅が1.0~2.0mm程度の範囲において適用され、それ以上の幅の場合には図4のように複数のEDを設け、なるべく超音波発振を短時間で終わらせるようにすることが必要になります。
逆に近年増えてきている溶着幅が1.0mmよりも小さい薄肉成形品の場合には、この式だと強度が出ない為に、高さ=W/2、幅=W/2程度にしている場合も多く、形状も直角三角形とすることもあります。
上記のバットジョイントには溶着後にバリが出やすかったり、位置決めが行い難いといった欠点があるため、これらの欠点を補う為に図5のようなステップジョイントが最も広く使用されています。 この形状はバリのはみ出しを嫌う側に壁を作ってはみ出しを防ぐと共に、位置決め用としても活用されています。
寸法は、段差(ステップ)の高さがW/2、幅がW/2~W/3程度が一般的です。 ステップジョイントにおける溶着部の幅は“d”寸法となりますので、EDの寸法は“d”の大きさから設定します。
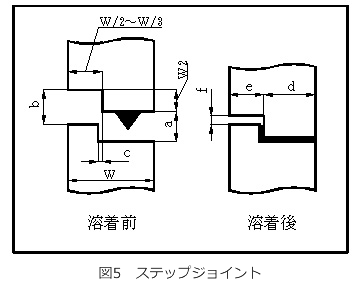
“b”は“a”寸法より0.1~0.3mm程度大きくし、溶着後の“f”寸法は隙間として0.1~0.3mmとなり、外側へのバリのはみ出しを防ぐ機能となります。
寸法“c”は嵌合部の隙間になり、小さい方が溶着状態が安定しますが、成形品の仕上がり寸法にばらつきが生じて嵌合が硬くなると、ステップ部の壁同士が擦れてしまい、余計なパワーを必要としてしまいます。 一般的にこの隙間は0.05mm程度が適当です。
ステップジョイントには様々な種類があり、ワークの性質によって適した形状を選定します。 図6はステップジョイントの応用例です。
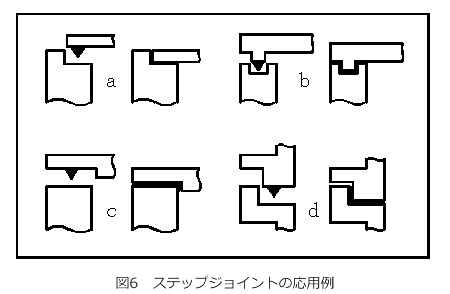
図7はEDを設置する方向を示しています。 同材質の溶着の場合、原則的にホーン側のワークにEDを設置します。
ホーン側のワークにはホーンからの超音波振動が直接伝達され、減衰も少ない為、治具側のワークにEDを設置するよりも効率的に溶融することができます。 また溶着適合性のある異材質の樹脂を溶着する場合には、溶融温度の高い樹脂側か、或いは硬い樹脂側にEDを設置し、相対的な均一溶融状態が可能になるようにします。
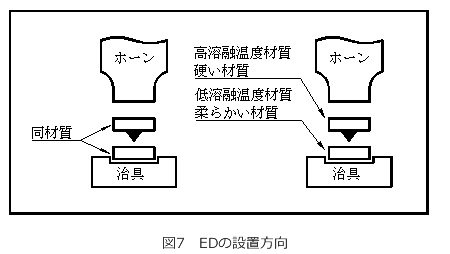
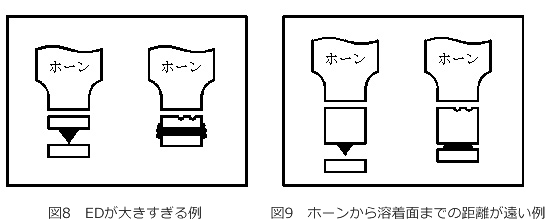
図8はEDが大きすぎる例で、はみ出しが発生し、また溶着時間も長くなることから溶着部の樹脂が劣化し、ホーン接触面も傷や表面溶けが発生しています。
図9はホーン面から溶着面までの距離が遠すぎる例です。
ホーンから溶着部までの距離が遠くなると、超音波振動は溶着面に伝達されるまでに減衰してしまい、EDが発熱しにくくなり、溶着不良に陥りやすくなります。 また強度を出す為に必要以上の超音波発振時間をかけるため、ワーク表面に傷や表面溶けが発生しやすくなったり、圧力を上げることによってワークが歪んでしまったりすることがあります。 効率良く溶着を行う為には、ホーン先端から溶着部までの距離は5.0~6.0mm以下に設計するのが好ましくなります。
結晶性樹脂(ナイロン・ポリエチレン・ポリプロピレン・ポリアセタール等)の超音波溶着においては、ワークサイズが小さければ前述のEDを用いて良好な溶着を行うことができます。 しかし結晶性樹脂の溶着は、非晶性樹脂よりも強力な超音波エネルギーが必要とされる為、EDによる縦振動溶着法では十分な溶着強度や密閉性が得られないこともあります。
これを解決する結晶性樹脂用のジョイントデザインとして、シェアジョイントやビードジョイントがあります。
これらのジョイントデザインによって、結晶性樹脂においても縦振動を用いて高い溶着強度、密閉性を得ることができます。
図10はシェアジョイントの基本設計を表しています。 シェアジョイントの優位点は、ホーンの縦振動に対して、接触面と振動方向が同一方向に近づく為、溶着面に気泡が生じにくく、水密性や気密性に優れている点です。
またホーン側ワークのエッジ部分が、治具側ワークのテーパー部に擦れるような振動がかかる為、発熱効果が良く、高い溶着強度を得ることができます。
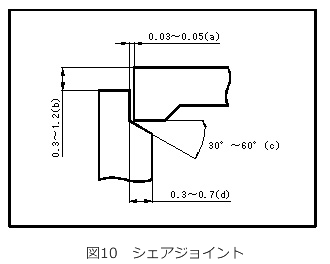
基本的な設計としては図10に示すように、“b”寸法が溶着時の押し込み深さ(溶着しろ)になり、“c”寸法や“d”寸法とも関係してきますが、0.3~1.2mm程度が一般的です。
“d”寸法は溶着強度を左右するインターフェアランス部分の最も重要な寸法で、0.3~0.7mm程度が最適です。 角度“c”はホーン側ワークのエッジ部が、超音波振動方向に対して擦れるような運動を行わせる為の角度になり、鋭角に当たるほど沈み込みやすくなりますが、その分溶着しろを多く必要とします。 また上部からの加圧によって、超音波振動による発熱が起こる前に圧入状態となったり、樹脂の劣化を招きやすく、良好な溶着結果を得ることができなくなります。 逆にこの角度が鈍角になればなるほど沈み込みにくくなる為、より大きな加圧力が必要になったり、溶着時間が長くなってしまいます。 その為、“c”を45度程度に設計するのがが最も良好であるといえます。
“a”寸法はワーク間のクリアランス(隙間)になりますが、スムーズに入り、且つガタが少ない0.05mm程度にするのが最適です。
シェアジョイントでの溶着における注意点を下記にまとめますので、シェアジョイントを採用する際には参考にして下さい。
図11はビードジョイントの基本設計を表しています。 ビードジョイントはシェアジョイントの変形型になります。
シェアジョイントの場合、ワーク内部へ解けたはみ出しが発生しますが、ビードジョイントの場合は上部へのはみ出しが大きい変わりに内部へのはみ出しはほとんど出ません。 その為ビードジョイントはワークの内部にはみ出しを発生させたくなく、シェアジョイントのような強度を必要とする場合に有効になります。 また上部へのはみ出しも、ホーンサイズを大きくすることによってフラット面で押し潰し、仕上がりをある程度浴することも可能です。
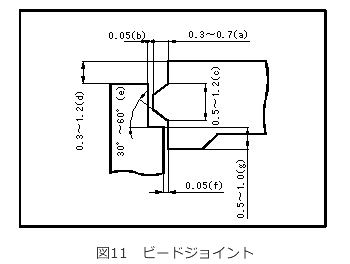
基本的な設計寸法はシェアジョイントとほぼ同様で、“d”寸法は溶着しろで通常0.3~1.2mm、“a”寸法はインターフェアランス部分で0.3~0.7mm、角度“e”は45度、クリアランス“b”は0.05mm程度に設計します。 “c”寸法はビードの幅寸法で0.5~1.2mm程度とし、“f”寸法は内側へのはみ出しを防ぐ為0.05mm以下とし、“g”寸法もはみ出しを防ぐ壁の高さとなる為0.5~1.0mm程度とします。
ビードジョイントでの溶着における注意点を下記にまとめますので、ビードジョイントを採用する際には参考にして下さい。
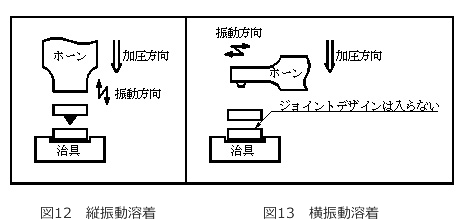
プラスチックの超音波溶着には通常縦振動が使用されますが、一部のアプリケーションや、超音波によるメタル接合の場合には横振動が用いられます。
図12は縦振動溶着、図13は横振動溶着を表しています。
縦振動の場合、2つの部品の溶着面は完全に密着しない状態で溶融される為、空気が入って気泡を生じたり、ゴミや不純物が混ざりやすく、密閉性が損なわれる場合があります。
これに対し横振動の場合、振動方向と溶着面が同一方向となる為、溶着面を密着させることができ、空気にさらされません。 また横振動によって余分な不純物を排除してから発熱させる為、良好な気密性、水密性を得ることができます。
しかし超音波による横振動方式はエネルギー伝達及びホーンの振幅面の大きさに限界があり、広い面積を溶着する場合には対応できません。
多くの場合はチューブやフィルムなどの直接溶着を行う場合に使用され、特にワークの厚みが薄い場合、縦振動よりも良好な結果を得ることができます。