超音波のパイオニア 日本アレックス
インサートする金具の外周部にアヤ目のローレット加工を行い、樹脂側にはインサート金具の外径よりφ0.4~1.0mm程度小さい径の穴を設けておきます。インサート金具を樹脂の穴上にセットし、金具上面から超音波振動と圧力を加えると、金具と樹脂の境界面に局部的な摩擦熱が発生し、樹脂を溶融しながら金属が挿入されていきます。
この時、ローレット加工された金属の溝部に樹脂が流れ込み、その後樹脂が再凝固すると金属はロックされ、インサートが完了します。
図1は超音波インサートにおけるローレットタイプの標準的設計寸法を表しています。
樹脂の内径“D”に対し、インサート金具の外径はD+0.4~D+1.0程度にします。 インサート金具の外周部にはピッチ0.8~1.6程度のローレット加工を施します。 インサート金具の外径が樹脂内径よりも大きい為、位置決め用として金具の下部に高さ1.0~2.0mm程度のφDの突起を設けます。
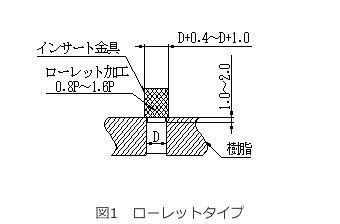
図2は上記のローレットタイプの応用で、アンダーカットタイプと呼ばれる方式を表しています。 アンダーカットタイプはローレットタイプよりも固定強度を更に強くした形状です。
インサート金具はローレット部の下まで樹脂穴にセットし、超音波発振によってローレット周辺の樹脂を溶融します。 溶融された樹脂はローレット部の溝に流れ込み、一部は下方へ流れ出してアンダーカット部の溝を埋め込みます。 アンダーカット部はローレットの溝よりも更に深い溝となっていますので、樹脂が再凝固した後には、より強力なロック機構となり、引張強度を上げることができます。
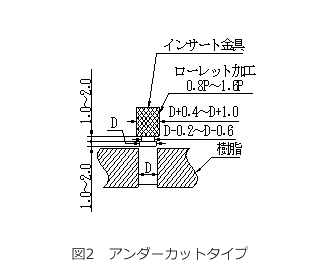
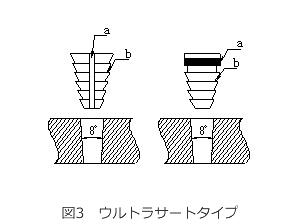
図3はウルトラサートと呼ばれるテーパーが付いた超音波インサート用の金具を使用した例です。
竹の子形状のインサート金具を使用することによって、溶融された樹脂を更に絡み込ませることができ、クサビ形状になったb部でのロックによって引張強度を高くし、a部によって回転トルクに対しての強度を上げています。
ウルトラサートタイプには以下のような利点が挙げられます。
| 強度が高い | ローレットの場合、溶融した樹脂が溝に流れ込みにくい為に強度がばらつくが、ウルトラサーとの場合は段付テーパー部が大きい為、樹脂が流れ込みやすく、高い強度を得ることができます。 また溝が大きい分、回転トルク強度も高くなっています。 |
| 金具セットが容易 | インサート金具及び樹脂穴がテーパーになっている為、インサート時に位置が出しやすくなっています。 |
| インサート時間が短い | インサート金具表面は、それぞれの段差部で樹脂を発熱させ、効率の良い溶融状態が得られます。 |
| 接触面が強い | 接触面が強いことから、短時間でインサートが行え、安定した強度を得ることができます。 |
| 樹脂のはみ出しが少ない | インサート金具及び樹脂穴がテーパーであるため、溶融した樹脂が下方へ押し出されることが少なく、スムーズにロックが行えます。 |