超音波のパイオニア 日本アレックス
強い超音波振動を樹脂に当てると、溶融する前に割れ(クラック)が発生します。 これは急激な衝撃が加わる為で、この超音波振動を利用し、ゲートの一部分に振動エネルギーを集中させて成形品をゲートから切り離すのが超音波ゲートカットです。
図1は超音波ゲートカットの仕組みを示しています。 ホーンをランナーに接触させると、超音波振動はゲートを通過して成形品へと伝達されます。 ゲートの終わり(成形品とゲートの境界部)は非常に細く設計されており、超音波振動が加わると一番細くなっている境界部に応力集中が発生し、発熱して溶断され成形品を切り離すことができます。 このため、ゲートが細いほど短時間でのゲートカットを行うことができます。
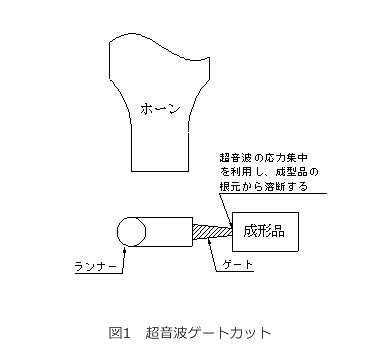
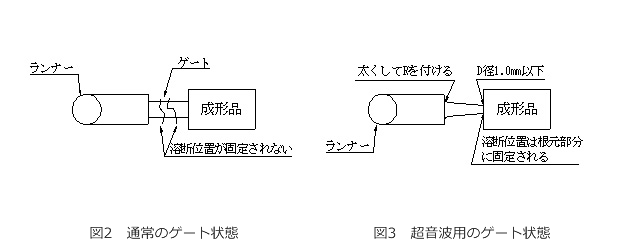
図2は通常のゲートを表していますが、これに超音波振動を与えると、ゲートを溶断することができますが、ゲートの太さが一定の為、応力集中が発生する場所が安定せず、成形品にゲートが残る場合があります。
これに対し図3ではゲートと成形品の境界部が一番細くなっており、超音波振動を与えるとこの部分に応力集中が発生し溶 断されるため、成形品にゲートを残さない安定したゲートカットが可能になります。 この場合のゲートの出口の径“D”は細いほど効果的で、1.0mm以下にするのが望ましいです。 逆にランナー側のゲート径は太くし、更にR取りを施すことによって応力集中が発生するのを防ぎます。
ゲート形状が角型の場合は、成形品との境界部のゲート角1辺の長さを0.5mm以下にするのが望ましいです。