超音波のパイオニア 日本アレックス
超音波洗浄は各業界で広く使用されておりますが、近年超音波の物理力が非常に重要なテーマになってきました。これは有機溶剤の規制はもとより界面活性剤、洗浄剤の使用にあたっても環境対応型のものに転換しつつあり、これに伴う洗浄力不足を補う超音波キャビテーションのエネルギーが非常に重要視されています。又、セミコン、ハードディスク等を中心にした業界では特にキャビテーションによるワークダメージやサブミクロンレベルの洗浄の必要性が高くなり、このキャビテーションのエネルギーを具体的に超音波の出力や周波数等より洗浄を管理、調整する必要性が高まりました。このようなときに管理、測定を行う為の機器が弊社のキャビテーションメーターです。
従来型のキャビテーションメーターは超音波振動子からのキャビテーションや音波エネルギー等を小さな測定プローブ部分の先端からアナログメーターにより瞬間的な電圧を表示するといったものが一般的です。ただし槽の中のキャビテーション分布やエネルギーは一定では無く場所によっても異なる為、測定部分が小さいプローブでは測定箇所の違いによる変動要因が大きすぎる為、測定瞬間値を継続的にアナログメーターに表示させる事が実際には構造上難しいのが現状です。この事から測定をしているがメーターの表記と実際の洗浄傾向とが異なったり、測定する毎に異なる結果が出たりすると言う問題が多く聞かれます。又、定在波の強弱等が判断できるレベルの装置ではなかったのが一般的です。測定方法としてはアナログメーターの目盛が大小に移動する真ん中あたりを管理値とする方法が多く取られています。この際、値が最大の時と最小の時も併せて管理値とする場合も多いようです。
日本アレックスでは更に使い易く機能的なメーターを目指し、従来品が問題になっていた点に注目し、測定信頼度が格段に高く、本当の超音波エネルギーの管理が可能なメーターを模索し、米国PPB製のキャビテーションメーターを販売しております。
メーターでは測定の信頼性、測定値の標準化、測定方法の改善を目標に開発された商品です。
下記に主な特徴をまとめますので参考にしてください。

キャビテーションメーターは文字通り液中の超音波キャビテーションや超音波加速度等からなるエネルギーを測定する装置です。装置の洗浄工程を決定付けるダメージ管理や洗浄不良からなるキャビテーション能力の違いを測定したり、振動子の劣化状態を確認したり、又は装置を一定箇所に取り付けて状態を定期的に管理することで、洗浄液の状態管理、脱気液の気泡状態の確認等にも、キャビテーションのエネルギーに変化がおこるので、洗浄工程の管理が可能です。
0.5秒に一度瞬間エネルギーを測定し、測定した時間の集積データを換算します。仮に一箇所を20秒間測定した場合、40のサンプルデータを平均値、MAX、MINより表記致します。この方法で元々信頼性の高いプローブが多くのサンプルデータより平均値として表されますのでメーター表示上の平均値の信頼性は非常に高い物となります。又、デジタルにて数値表示されますので、測定者の経験によらず誰にでも簡単に信頼性の高いデータを収集する事が可能です。
プローブ構造としてはセンサー部と使用液間でのエネルギー伝達効率を最大限高める事に成功しています。構造的にもシャフト部(SUS304)、ゴム部(EPDM)、測定部の3点よりなり、測定面はフラットで測定ポイントのみを忠実に測定します。従来型の細いSUSプローブ(棒状タイプ)は測定部の安定が疑問でシャフト部の振動と連動した構造が多い為、測定箇所がシャフト全体に影響する傾向が高いのに比べPPB製は測定したい箇所をピンポイントで計測する構造です。
通常のキャビテーションメーターはプローブにて測定された電圧をそのまま本体メーターにて表示する形を取っておりますが、この場合、プローブが複数あった場合にそれぞれの感度による誤差が生じ同じエネルギーを違う値で表示してしまうという問題があります。PPB製のキャビテーションメーターは出荷時にプローブの誤差をメーターの感度調整を行う事により測定時のプローブ毎による誤差を殆ど無くする事を可能としております。そのため、メーターとプローブは常に1対1の関係を保ちます。
又、使用してから必要に応じて感度の幅を広げたり逆に狭めたりする事で微妙なキャビテーションの差を確認したり、エネルギーの大きな違いに対応することも可能です。
一定周波数下におけるMAX値にて洗浄物のダメージ対応性、MIN値にてキャビテーション洗浄における洗浄可否の判断が数値として管理可能です。
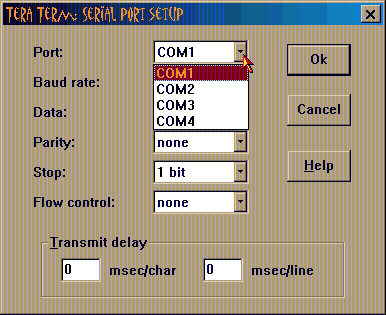
又、100までの測定データが本体内に保存可能で、保存されたデータはRS-232ケーブルによりパソコン送信可能です。このデータにて測定ナンバー、平均値、MAX、MIN値の管理が可能となります。
本体内で測定値感度を調整可能ですので、使用される値の変更に伴いメーターが複数台数(異なる工場等で)使用される場合には御社の感度仕様に合わせて調整する事が可能です。このデータは御社にて感度調整された後、次回出荷時に同じ感度に調整されたメーターをご提供する事(御社仕様として)が可能です。多くのHDメーカー等ではこの方法が取られております。
メーターのキャリブレーション方法ですが、W/in2を基準として行われております。メーターとプローブは軍事関係のソナー測定機のキャリブレーションに使用されている装置により、まず基準となるメーターとプローブの測定音圧値が校正されます。この基準用メーターとプローブは6ヶ月毎に同機関により再びキャリブレーションされます。
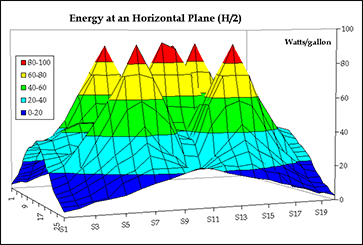
全ての出荷用メーターは”PRECISION MEASUREMENTS”と言う会社で校正にかけられます。校正方法ですが、専用装置である40KHzの超音波装置で測定を行います。この装置の発振器は高出力の対応のものを使用し、振動子への出力が細かく調整可能な物を使用します。変動させる際には同時に入力電圧の値を測定します。この際、発振器側からの出力と対比して、基準となるプローブへの測定時の入力電圧を測定します。測定結果は温度や水位によって場所によっても変動しますので、一つのプローブ、及びメーターの校正は毎回基準器との対比で行われます。プローブの測定場所も治具で固定され基準器用のプローブと同じ位置での測定が行われ、メーターとの組合せにより、キャリブレーション作業を行います。メーターにセットされたキャリブレーション用の調整つまみにより基準用プローブ、基準用センサーの組合せと同じ数値に換算されるように調整されます。この際、プローブの感度が各々若干異なる事がありますが、調整幅はメーター内部のつまみですべて同一になるように感度調整されます。常にセンサーとプローブを同じ組合せでご使用いただく点はここにあります。一度このキャリブレーションが終了するとメーターのキャリブレーションは横軸を電圧に縦軸をディスプレイ画面で表示される値にグラフ化され保存されます。このキャリブレーション作業は1年に1度行う事をお勧め致します。
又、この測定方法は米国NISTが設ける計量標準化基準に適合しており、ご要望の際にはNISTのCertificateをご用意する事も可能です。同NISTは1998年に日本の工業技術院(AIST)との基準に対する協定を結んでいますので、日本国内の使用においても基準としてご使用可能な製品としてご使用出来ます。